关键词 |
非金属波纹补偿器,乌兰察布波纹补偿器,南开非金属波纹补偿器,密云波纹补偿器 |
面向地区 |
全国 |
波纹管补偿器是由多层或单层薄壁金属管制成的具有轴向波纹的管状补偿装置。图6显示了供热管道中常用的轴向波纹管补偿器。本实用新型体积小、重量轻、占地面积和空间小、布置安装方便。波纹管补偿器密封性能好,无需维护,承压能力高,工作温度高,但补偿量小,价格高。为了使轴向波纹管补偿器严格按管道轴向伸缩,补偿器应靠近固定支架设置,并设置导向支架。采用导向支架将管道整体夹紧,以控制横向位移,防止管道纵向变形。常用的轴向波纹管补偿器通常作为标准管件,通过法兰或焊接与管道连接。
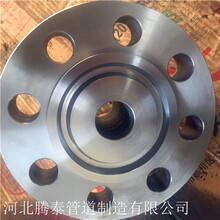
球形补偿器如图7所示。球形补偿器具有良好的耐压、耐温性能,能适应230℃高温和0.4MPa压力。具有使用寿命长、运行可靠、占地面积小、无需维护、补偿容量大等优点。工作时变形应力小,降低了对支架的要求。
波纹管补偿器的拉脱现象
在实际工作中,波纹管补偿器有时会出现拉脱现象,这种现象会对波纹管伸缩节造成小范围的损坏,大范围威胁整个管道的安全,而这种破坏程度与管道内固定支架和管架的安装有很大关系。
为什么损坏程度与固定管支架有很大关系?
说明了如果在安装过程中严格按照要求设置固定管支架,不锈钢波纹管只能在拆卸拉杆装置时才能拔出或扭转,即使受到管道压力和推力的影响,也不会损坏其他管段的设备和管道。
如何防止不锈钢波纹管脱落,如何设置固定管支架?
在安装带拉杆装置的波纹管补偿器时,好的安装方法是将限位螺栓固定在膨胀补偿范围内,并注意另一点。在设置固定管支架和支撑时,管道承受瞬时压力和推力,这样波纹管膨胀节才能发挥其大作用
滚压成形:滚筒内、外设有成型轮、旋转滚筒胚或成型轮。同时对成型轮进行加压,并控制圆柱胚的纵向收缩,直到得到正确的波形。一般情况下,逐波成型。
三种方法的不同之处在于,在成型过程中波纹管的冷加工硬化程度不同,水压成型波谷部的冷加工硬化程度波峰部,而波峰部分在工作时会承受较大的位移,其他两种方法的冷加工硬化程度基本相同,可以承受相同的位移,但辊形成的波纹管会产生较大的残余应力,有些波纹管在成型过程中甚至出现裂纹,一般应在成型后进行热处理。